Aircraft Welding and Steel Tube Fabrication Part 5
A Primer for the Novice Aircraft Builder
By Budd Davisson (originally published in EAA Experimenter, December 1987)
PRACTICE YOUR WELDING PROCEDURES
You're really going to get tired of hearing the word "practice," but if you're not willing to practice, you should give serious second thought to the advisability of flying something that you've welded together. There is no such thing as too much practice. As a matter of fact, even experienced welders find that if they've laid off for a week or two they've lost a little technique, and they practice to get back into shape. It's also common for an experienced welder who is preparing to do a particularly tough joint to make up several practice joints of the same kind, weld them, and then try to break or cut them apart to establish the validity of his weld.
Procuring Scrap
If you've gotten far enough along to be reading about welding, you've gotten far enough along on your project that you realize 4130 chromoly steel is not cheap. The last thing you want to do is buy a bunch of tubing to cut up for practice. Fortunately, there are a lot of other people already doing that for you.
Any one of the dozens of companies that supply tubing and/or kits to the homebuilt market has bushels of scrap tubing and plate laying around that it can't use but you can. Many of these suppliers have wised up to the need for practice material, and they will sell you a good-sized box of tubing and plate scrap for five bucks. You will find it's the best money you ever spent.
Joint Practice
If you go to a welding class at a local high school (which isn't a bad idea, by the way), one of the first things they'll have you do is take some metal and put it side by side in a butt joint and weld on it. Unfortunately, that type of joint never happens in an airplane. Most aircraft welding involves sticking two pieces of tubing to each other at some oddball angle and then trying to marry a piece of flat plate to it at 90 degrees. It's a lot of fun and requires that you develop skills that apply directly to the joints you'll be making. We'll be talking about those in the next section, but suffice it to say that the more different joints you practice, the better you'll be when you come to doing the real thing.
Something you should know, while you're doing your practice, is that when you get into the real thing, you'll be working with much bigger pieces of metal, so the thermal mass and the heat-sink effects will be much more dramatic. If you're working on little pieces of tubing two and three inches long, it takes almost no preheating at all and a much smaller torch tip to do the welding. When you try the same joint on a full-sized fuselage, you'll find the heat required is two or three times what you needed in practice. For that reason, you are much better off using the biggest pieces of tubing that you can for practice, welding them together, and then cutting them apart to reuse the pieces.
Testing
When it comes to welding, the proof is not in the pudding, but in the testing.
You should make it a habit, even after you've learned to weld and you are working on an airplane, to periodically make a test specimen specifically to be looked at for bad technique.
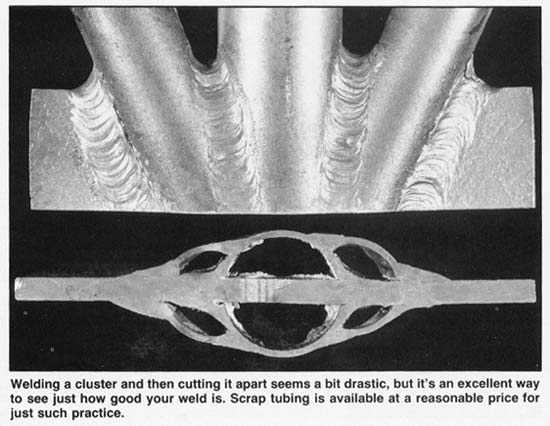
One of the most common ways to check your weld is to weld up a three or four tube cluster (one of the more common headache-type joints) and then cut longitudinally through the weld to look for voids and to check the penetration (See Figure 1).You can cut through the weld and then sand it nice and smooth and polish it, and if there's really something wrong, it'll show up in the surface of the polished weld. As it happens, because most of the material we're working with is so thin, the penetration required is not all that great because you're working in an area from an eighth to a quarter of an inch wide on each side of the joint. So, if you're welding .035 tubing, the penetration may only be in the neighborhood of .010 to .015.
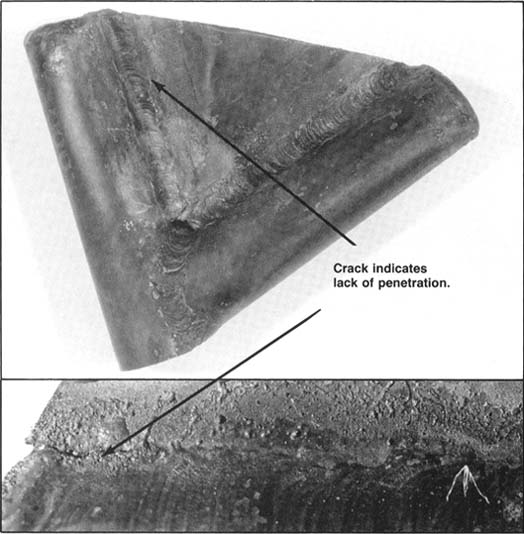
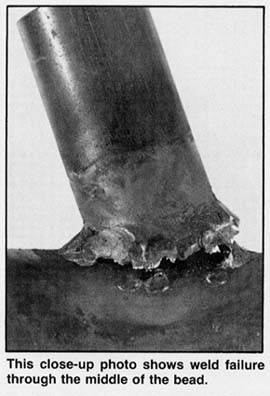
For your own self-confidence, it also helps to destruct-test some joints, i.e. weld up a couple of pieces and beat them apart with a sledgehammer. The ideal type of failure should be in the tubing itself a quarter of an inch or more away from the edge of the weld. If the failure is in the weld or right on the edge of the weld, you'll know you're doing something wrong. If you aren't getting any penetration, it will be obvious when you break it, because it will separate between the inner face of the weld and the parent metal, which is an absolute no-no (See Figure2).
While you are doing some of this destructive testing, you might also purposely make some bad joints: Make the puddle hot, let it boil and give off sparks so you're oxidizing it. Then, when you section it, you can see what the surface looks like when a weld is oxidized. Also, you can let your puddle float across an unmelted surface, not penetrating, so you can see what that kind of a break looks like. That way you'll know why you don't do it. Let's try for a good penetration. (See Figure 3)
TUBING JOINTS
(See Figure 7)
Every type of joint in the airplane requires a specific type of welding technique. However, a couple of general comments must be made before getting into the specific types of joints and how you handle them.

Almost every type of welding assumes that the parent metal is being melted and allowed to flow together, with the filler rod being added only to increase thickness. However, there are many places in aircraft welding, and the tubing joint is one of them, where that is not the case. In the first place, for the parent metal to melt and flow together they must be touching one another. Also, some of the more complex tubing joints are such that it is all but impossible to get the flame down to the very edge of the metal and melt it together, as will be pointed out later on when we're discussing cluster joints.
In all tubing joints and many other parts of the aircraft that are using thin-gauge material, the strength of the weld comes from getting good surface penetration in an area an eighth to a quarter of an inch adjacent to the joint line and then forming an adequate filler with filler rod. Since the tubing material is normally .063 and thinner, penetration in the order of .015 covering a wide area adjacent to the joint line assures adequate joint strength.
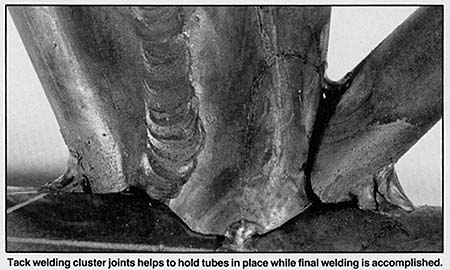
In additional point to remember is that almost all tubing structures are initially joined by making small "tack" welds at each joint to hold the pieces in alignment waiting for final welding. It is important when welding these joints that the tack weld, already cooled and solidified, be melted completely through to the surface so a discontinuity in the weld isn't introduced. At the same time, it is important to start the final weld a distance away from the tack weld, so that the first portion of the finished weld will hold the material in line when the tack weld is melted. (See Figure 5)
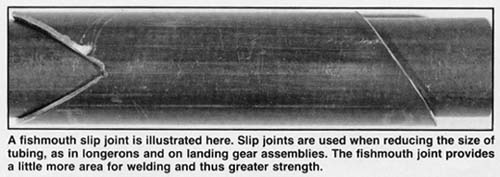
Slip Joint
The most common slip joint (See Figure 6) occurs in the fuselage longerons where they're reducing the diameter, i.e. slipping a piece of three-quarter inch inside a piece of seven-eighths. Accepted practice is to cut the larger pieces of tubing at a 60-degree angle or into a "fishmouth" pattern, which gives a greater weld distance for strength. This type of joint also spreads out the change in cross-sectional area and reduces the possibility of a stress concentration. This particular joint is one of the easier types of welds to make. However, it can be made a little easier by taking a file and blunting the edges of the cut in the larger tube where it is thinned out. If that is not done, the material is so thin that it melts too quickly when you're running the bead across it.
The slip joint is an almost-lap joint in which a thin piece of material, the tube, is welded to the surface of another tube. In welding it, the edge of the outside tube wants to melt faster than the surface of the inside tube. The easiest way to control the edge melting is to direct most of the torch heat onto the surface of the inside tube and get that puddle going first. Then move the heat over to the edge of the outside tube, which will melt readily. The weld bead is then run mostly on the surface of the inside tube, and the edge of the outside tube is melted into the bead. It sounds difficult, but it is easy to master very quickly. Ideally, you should try to make the weld in two passes, from one side of the tube to the other. In a fishmouth joint, it is generally better to weld each V-section separately, so that the welds are joined on the outside edge of the fishmouth, where it is easier to join the two welds by melting the edge of the weld that had been done prior.
Because slip joint welds are quite long in length (as much as two to three inches in total circumference), it is advisable to go back and reheat the weld and the adjacent parts of the tubing and normalize them.
"T" Joint
The 90-degree tubing joint occurs quite often in a tubing truss fuselage, and in terms of the welding, is not at all difficult to make. It should be noted, however, that the inside parts of the "T" require a fair amount more heat than do the outside parts of the "T". This is true of almost every kind of weld; when you are on the inside of a V, more heat is required to drive it down into the edge of the tubing and the surface of the adjacent tubing. Preheating on the inside of a V is critical, although on a 90-degree joint it is not as much of a problem as in the cluster joints. It's not unusual, when welding tubing, to reset the torch at least once, because the inside of the "T" requires so much more heat that it is possible to burn the edges of the tubing, when you get to the outside of the T, and you must either continually direct the heat away or turn the torch down slightly.

When resetting the torch for a different heat setting, always give yourself something to judge by . . . the inner feather. If you must reduce the heat, turn the oxygen down first, so that the inside cone grows a feather about a quarter of an inch; then reduce the acetylene so that most of the feather disappears, giving a nearly neutral flame. If you're increasing the heat, turn the acetylene up to give you that quarter-inch feather again, and then reduce it by increasing the oxygen. Don't just indiscriminately increase and decrease the heat on a given tip. Increase or decrease that feather a quarter inch at a time and you'll very quickly figure out how much increase or decrease is needed in a given situation. This is where practice is extremely important, because it's only through working with different heat settings that you decide how much is needed.
Cluster Joints
As the name implies, the cluster joint is just that - a cluster of tubing coming in to a single point. Nine times out of ten the cluster joint starts as a "T" fitting, a 90-degree intersection of one tube with another. Then another tube is joined in to the "T" at the same odd angle, and you'd be surprised how odd some of the angles can be in some airplanes. It's not unusual for a "T" joint to eventually accumulate as many as six or eight tubes, all of them coming into that impossibly small area asking to be welded together.
Two distinct items make welding a cluster joint difficult (cutting the tubes to fit is another problem, but we'll get into that later): Those two specific problems are the increasing heat-sink of a cluster and the fact that, as the cluster progresses, you will have more and more welds in the same area, and eventually you will be running one bead upon another.
The increasing heat-sink of a cluster joint was discussed earlier, but it's something that can't be underestimated. If you are working on, say, a half-inch piece of tubing tucked into a cluster joint that already has six or seven pieces of half-inch tubing welded into it, it is going to be difficult keeping the pre-existing cluster hot and still not burn the pieces of tubing that you are preparing to weld into it. The cluster will be sucking heat away like a sponge, but the piece of tubing you are welding into it has little or no heat-sink value and can be brought up to excessive temperatures very quickly. So, maintaining heat in the cluster is of paramount importance, as is playing the heat away from the tube being welded.
The first time you try to weld across a pre-existing weld, you will instantly see that you have a heat problem with the weld itself. Part of this is because the weld is much thicker material than the rest of the tubing. Also, the weld is a continuous band of thicker metal which acts as a heat conduit to other tubing, which forms a heat-sink.
As you can see, when building a cluster, the importance of adequate heat within the cluster affects many different aspects of the joint and requires constant awareness of the characteristics of a so-called heat-sink.
When you weld the first couple of pieces of tubing into a cluster, you will find there is little or no difference from welding a "T", except for the different heat values and the problem of welding into the acute angle of the "V." The tighter the angle, the harder it is to put the heat down into the bottom of the V. In the cluster, this becomes a real problem because the angles are so tight.
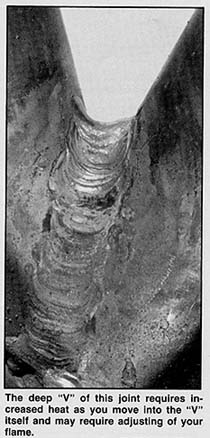
There are a lot of arguments in welding the acute angles or "Vs" as to whether it's better to start at the outside and work toward the top or to start at the top and work your way down. There are pros and cons to both approaches, but they both face the same problem of trying to get the flame tip down into the "V" and melt the metal at the bottom of the "V" before the metal at the top of the V, closer to the tip, begins to melt (See Figure 9).

In actual process, it's all but impossible to get the weld to go all the way into the bottom of the V, because the metal will begin to melt as much as an eighth of an inch away from the edge of the tube where it meets down in the valley and, if you persist in trying to force the heat to the bottom of the "V", you wind up melting a hole in the tube, which will require excessive amounts of rod to fill up. It's standard practice in welding around the top part of a "V" in a cluster joint to let the parent metal go ahead and melt toward the top and feed rod into it. That means there will be a slight void for a distance of as much as a quarter inch at the apex of the clustered "V." The ideal situation, obviously, is to have the weld penetrate the surface clear down to the very depths of the cluster "V," but that seldom, if ever, actually happens.
You will also find that welding in the apex of the "V" requires much more heat than does welding on the outside surface of the joint (See Figure 10). The difference in heat is even greater than in the standard "T" joint, so you'd better be prepared to change the setting on the torch for more or less heat, depending on where you are in the weld. As you get to where you have added quite a number of tubes to the joint and the thermal mass becomes greater, you may find you even have to change to a larger tip in doing the "V" section or working into pre-welded areas.
Again, the important factor here is preheat. If you find that even going to a larger tip doesn't give you the heat necessary to develop an adequate puddle or get good penetration, then there is still too much heat being taken out by the surrounding area, and you need to feed that metal sponge all of the preheat that it will take.
Probably the hardest part of a cluster joint is welding down into the inside corner of the cluster, where you are working into a corner formed by a number of pieces of tubing. A couple of problems arise in that situation. One of the most noticeable is that working in the corner, a tremendous amount of heat is being fed back into the torch tip itself, and you may even find in certain applications that the torch wants to go out, which requires going to a larger tip with a lower pressure flame. Compounding that problem is that your last weld or two will be done into an area that already has two or three weld beads running into it, and it's extremely difficult to melt the surface of the welded corner without sufficient preheat. Once again, the solution for the problem is to back off, preheat the area that much more, so that when you come in with the torch you will be able to start at one side of the corner and incline the torch in such a way that you are forming your bead down into the corner but are not pointing the torch directly into the corner at any one time, which will eliminate the blowback problem. (See Figure 11)
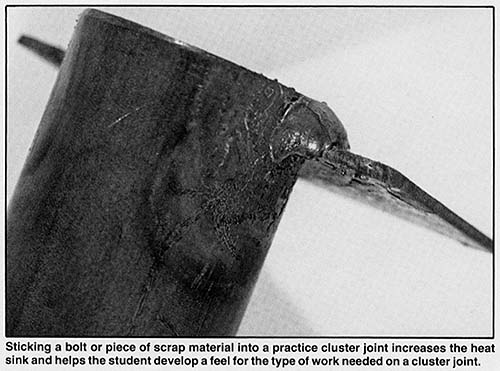
When practicing cluster joints, it's important that you try to duplicate the heat-sink buildup of the joint, which isn't easy to do when you're building clusters that have tubing pieces only four or five inches long. One way to duplicate that is to insert loose-fitting bolts (repeat -loose fitting - or you can't get them out later) into the open ends of the short pieces of tubing, which will increase their thermal mass dramatically and help to duplicate the material build up effect in the joint and its tendency to suck heat out of the area.
It's also important, when practicing cluster joints, to notice and evaluate the difference between the heat required on the acute inside angles of the cluster and the outside of the cluster, because it's very easy to make a cluster joint weld in which too much heat is used on the outside and too little is used in the apex, so a combination of burned and cold joints results.
